
Chapter 2
加速的数码化进程和可靠性的提升
进入数码时代,让更多用户认识到L级镜头的价值。
请谈谈进入数码时代时的情况。
商品企划 ―――― 与胶片时代不同的是,数码时代大幅打印所拍照片的机会增多了。因此需要开发者在设计镜头时比从前更重视画质。
光学设计 ―――― 最大光圈恒定的变焦镜头在光学设计方面,尤其困难的是远摄区域的球面像差、广角区域的像面弯曲,以及从广角端到远摄端的色像差补偿,重要的是如何选用玻璃材质和非球面镜片。那个年代的模拟软件不及现在这么好,开发过程中遇到了很多困难。制造试制品反复测试,目标是无愧专业级镜头的性能平衡。
机械设计 ―――― 由于相机的像素数提高了,就需要更高精度的对焦。为此整体改善了对焦驱动系统。为了尽可能发挥出系统性能,根据不同产品使用不同的光学调试方法,一支一支地分别进行调整。另外,各镜片组的倾角与偏移的调整也改为数码方式,提高了精度。
商品企划 ―――― 随着单反相机的数码化,L级镜头在画质方面也有进一步的发展。

Chapter 2
加速的数码化进程和可靠性的提升
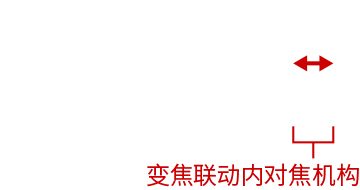
采用新的“变焦联动内对焦机构”。

标准变焦镜头实现24mm广角端的关键是什么?
机械设计 ―――― 采用变焦联动的内对焦机构,实现了更大的广角。在这之前,变焦镜头的对焦方式受机械构造限制,从广角到远摄的各焦段下,由无限远对焦至最近时,对焦镜片的移动量是一定的, 光学设计因此受到限制。变焦联动内对焦机构使光学设计不再受此限制,是意义重大的对焦机构。
光学设计 ―――― 有了变焦联动内对焦机构,镜头从以前的前镜片对焦转变为后对焦及内对焦,标准变焦镜头的广角端得以在尺寸基本不变的条件下,实现更大的广角。之后发布的EF 24-105mm f/4L IS USM也采用了此机构,对实现广角端24mm起的高倍率变焦镜头也有很大贡献。
电子设计 ―――― 另外,变焦联动内对焦机构在历代EF 70-200mm f/2.8L系列上都有应用,对远摄镜头的小型化也有贡献。可使对焦镜片小型化,实现远摄镜头自动对焦的高速驱动。
佳能在1990年发布了一款内对焦的高倍率变焦镜头,与以往内对焦镜头不同,是佳能EF变焦镜头中首次采用由光圈后的镜片组进行对焦调节的镜头。可以说佳能在此镜头上确立了变焦镜头的内对焦与后对焦技术,这款镜头对此后EF镜头中的多镜片组变焦镜头的发展有很大贡献,是确立标准的镜头。


Chapter 2
加速的数码化进程和可靠性的提升
大幅提升耐久性・坚固性,应对专业用户的需求。

请谈谈2005年左右开始是如何提升耐久性的
商品企划―――― 进入数码时代后,一大变化就是拍摄张数。尤其是新闻报道等媒体方面的用户,拍摄张数大幅提升,对耐久性与坚固性的要求一下高了很多。通常的使用一般不会产生故障,但在新闻报道摄影的领域,无法避免器材的磕碰,相机和镜头的使用环境非常严苛。我们一直以构建专业用户所需的摄影系统为目标,整体从零开始重新设计了机械构造,力求提升耐久性和坚固性。
机械设计 ―――― 原先频繁转动的变焦环与内部机构是机械性联动。随着数码时代的到来,要兼顾舒适的操作感与可靠性,从2005年左右开始在联动部采用轴承,动作变得更流畅。另外,内部机构变得越复杂,操作就相应越不舒适,因此从光学设计阶段就兼顾操作性进行研究,不断反复试错。防水滴防尘结构※方面,仅提高密封度就会使操作阻尼变大,所以还要考虑到留出空气的通道,令其与防水滴性能保持平衡,并且在此基础上不影响外观。
※ 本结构虽然具有一定的防水滴性能,但是如果在雨天拍摄时,请尽量不要淋湿。
商品企划―――― 大幅提升耐久性的结果是更能适应专业用户的需求。不在机会只有一次的拍摄现场出现问题,这一点可以说是规格上体现不出的性能,这才是专业用户所需要的。
机械设计 ―――― 例如,70-200mm的远摄镜头多用于体育摄影,绝不能发生没能定格决定性瞬间的失败。2010年作为升级版发布的EF 70-200mm f/2.8L IS II USM及此后的镜头,耐久性和坚固性都大幅提升了。
Chapter 2
加速的数码化进程和可靠性的提升
佳能的强大在于兼具高精度与将其量产的技术。
请谈谈广角镜头非球面技术的进步。
光学设计 ―――― 进入数码时代后,周边画质的提升与如何补偿倍率色像差成为了一大课题。其中非球面镜片的技术不可或缺。佳能拥有研磨非球面镜片、复合非球面镜片和GMo(玻璃模铸)非球面镜片等的设计・制造技术,根据镜头不同的需求分别采用适合的镜片。EF 16-35mm f/2.8L III USM采用了大口径的双面非球面镜片,像差得到了很大改善。

非球面镜片
生产技术 ―――― 佳能的强大在于拥有能够量产需要高精度的大口径GMo非球面镜片的技术力量。EF 16-35mm f/2.8L III USM采用了约φ62.5毫米的大口径非球面镜片。佳能将自行研发用于半导体光刻设备的研磨与测量技术应用在了面向普通消费者的镜片开发中,其精度远高于相机用镜头所需精度,从而提升了镜片金属模具成型的精度,为实现大口径非球面镜片的量产提供了保障。研磨非球面镜片也应用了此技术,实现了原来约2.5倍的精度。得益于此,点光源的虚化也变得更美。

高精度GMo非球面镜片
金属模具

UD镜片
请谈谈远摄镜头的光学系统。
商品企划 ―――― 远摄镜头的色像差问题尤其严重,一般使用UD(超低色散)镜片等低色散玻璃补偿像差。EF 70-200mm f/2.8L IS II USM是佳能大三元镜头中首次采用萤石镜片的型号,也得到了用户的好评。EF 70-200mm f/2.8L IS III USM为了应对改善眩光的需求,采用新镀膜技术ASC镀膜,得到了更好的产品性能。
光学设计 ―――― 产品样本中没有特别提到,还采用了能够补偿色像差、像面弯曲、周边像差等的高折射率玻璃等新玻璃材料。近几年变得能使用多种多样的玻璃材料了。乍看之下,远摄镜头的光学系统没有很大变化,但在光学设计人员看来,能够使用原先梦寐以求的玻璃材料,使得镜头设计更加灵活了。
镜片加工 ―――― UD镜片是非常难处理的精密材料。佳能通过长期研究积累,在大约10年前确立了可实现UD镜片量产的自动化技术,能够以稳定的品质供应UD镜片。另外,由于高精度加工技术的成熟,前面提到的高折射率玻璃也能用到镜头上了。
Chapter 2
加速的数码化进程和可靠性的提升
着力于匠人手艺的标准化,力求稳定供应高品质镜头。
数码化进程给镜头的生产制造带来了哪些变化?
镜片加工 ―――― 数码时代背景下的市场需求更加旺盛,所以产品的量产是必须的,以往镜片的生产是高精度作业的小批量生产,但是如今却变成了一日数百片的规模化量产。因此,以往的依靠工匠个人技能的作业要最大限度地标准化(数码化)。此外,随着生产工具标准化的不断推进,还积极引进了新的加工机械和测试机器。随着以上的改变,我们实现了精度很高的镜片加工工艺,在品质稳定的同时成功实现了量产化。

宇都宫工厂为了高品质地实现产品的稳定供应,用于所有产品的镜片基本都实现了加工工序的自动化。但是,由于镜片的形状和精度的问题,也存在着自动化比较困难的部分。为此,在特定零件的研磨工序中需要结合熟练工的技能培养与传承。

Chapter 2
加速的数码化进程和可靠性的提升
生产技术与设计相结合,以员工交流沟通
为纽带构建和谐生产关系。
研究所紧邻工厂,两者相辅相成

光学技术研究所
镜头从设计完成到生产线生产的过程是怎样的?
光学设计 ―――― 在镜头设计方面采用了佳能自主研发的光学模拟软件,对新结构镜头进行设计。此外,在试作前还展开了多种材质的强度与撞击模拟实验,把握其对光学性能的影响。这些模拟实验之中采用了数据处理能力非常高的计算机。

宇都宫工厂
商品企划 ―――― 通过模拟实验可以确认不同焦距、焦点及光圈下是否会出现眩光、鬼影,以及会以怎样形式出现。这样就可以在设计环节上将性能尽可能地提升,当然生产工厂方面也要以必要的精确度来应对。
生产技术 ―――― 设计部门与工厂的技术部门,从开始构想新产品的阶段起,就频繁举行技术研讨会。在这一阶段探讨关于产品的新要素和技术要点,组装和加工的难易度以及自动化支持等课题,确立应对量产所需的准备。
商品企划 ―――― 各部门保持着如此紧密的联系,也是因为研究所和工厂在地理位置上紧密相连。从2000年开始,这样的体制一直延续着。


影像信息事业本部
ICB光学事业部
科长
家塚 贤吾
<简介>
担任EF镜头系列的商品企划。负责包括F2.8L及F4L变焦镜头系列在内的EF镜头产品化与性能提升。
影像信息事业本部
ICB光学开发中心
主任研究员
远藤 宏志
<简介>
在光学设计方面为EOS的诞生做出贡献。从进入公司起就参与了作为L级大光圈变焦镜头系列关键技术的大口径非球面镜片的开发、设计。

影像信息事业本部
ICB光学开发中心
室长
佐藤 茂树
<简介>
从进入公司起就负责EF镜头的机械设计。对数码技术急速发展的2000年以后的技术更新与产品可靠性的提升做出了很大贡献。

影像信息事业本部
ICB光学开发中心
主任研究员
冈田 浩司
<简介>
主要负责IS单元的控制。目前负责相机与镜头通讯协调部分的系统,钻研EOS与EF镜头的相互联动。
影像信息事业本部
宇都宮工厂
主任
仲光 久和
<简介>
通过提高制造部门整体效率及进行品质管理,推进高品质专业镜头的生产稳定性。
影像信息事业本部
宇都宮工厂
代理科长
奥岛 贤一
<简介>
负责量产所需的技术支持。对提高研磨非球面镜片的精度与高精度球面镜片加工的自动化有所贡献。与设计部门共同推进新技术研发。